
A aeração de águas residuais é uma das aplicações mais importantes dos sopradores. Ao longo dos anos, vi centenas de sistemas de controle de aeração em operação. A maioria deles depende do controle de feedback do oxigênio dissolvido (OD) no tanque de aeração para otimizar o desempenho do processo e minimizar o consumo de energia. Em muitos casos, o operador pensa que os controles funcionam “muito bem” porque a concentração média de OD está próxima do ponto de ajuste.
A realidade é que a maioria destes sistemas exibe oscilações significativas acima e abaixo do OD alvo. Devido à natureza da transferência de oxigênio em sistemas de ar difuso, atingir uma boa média não é o mesmo que otimizar o desempenho.
Considerações básicas sobre o processo
A maioria dos sistemas de controle usa algoritmos Proporcional-Integral-Derivativo (PID) para controlar o OD, a distribuição do fluxo de ar no tanque e a pressão ou fluxo do soprador. Esses algoritmos são propensos à caça – a flutuação cíclica da variável controlada. Flutuações que oscilam o OD vários mg/L acima e abaixo da concentração alvo de OD são comuns.
Existem várias causas para a caça. A má resolução da posição da válvula causa instabilidade no controle de fluxo e pressão que cria flutuações na concentração de OD. A causa mais comum de instabilidade do OD é o ajuste inadequado da malha de controle. O controle PID é particularmente propenso a esse problema. O algoritmo é adequado para sistemas de resposta linear, mas a aeração é extremamente não linear. Entre as não linearidades a serem enfrentadas estão:
- Mudança na demanda de fluxo de ar com carga do processo
- Concentração de OD muda com o fluxo de ar. [Ver Figura 1.]
- Fluxo de ar muda com posição da válvula
- Instabilidade no controle do fluxo de ar do soprador
- Fluxo de ar do soprador muda com a pressão

OD é um indicador indireto de desempenho e carga do processo. Manter um OD definido não garante que o processo seja aceitável – significa apenas que o fornecimento de oxigênio não está abaixo da demanda. A falha em manter a qualidade e quantidade adequadas da biologia ou a falta de tempo de retenção hidráulica adequado resultará em falha do processo, independentemente da concentração de OD.
A demanda real de oxigênio da carga do processo é normalmente medida como taxa de consumo de oxigênio (Oxygen Uptake Rate, OUR) em mg O2/L/hora. O OUR é geralmente medido em laboratório, mas pode ser medido em tempo real in situ com testes de “offgas”. A OUR é função da demanda bioquímica de oxigênio (DBO) a ser removida e da amônia a ser convertida em nitrato. A OUR, por sua vez, determina a taxa de transferência de oxigênio necessária (Required Oxygen Transfer Rate, ROTR) necessária para atender à demanda de oxigênio da biologia.
![]()
ROTR = required oxygen transfer rate, lbm/hour
qww = wastewater flow rate, million gallons per day (mgd)
ΔBOD = BOD metabolized, mg/L
ΔNH3 = ammonia converted to NO3, mg/L
A ROTR para um determinado sistema pode ser atendido por uma variedade de fluxos de ar em uma variedade de condições operacionais e concentrações de OD. A ROTR muda à medida que as cargas hidráulicas e orgânicas para a planta variam entre mudanças diurnas e de carga
Noções básicas de transferência de oxigênio
Em condições de estado estacionário, a taxa real de transferência de oxigênio (Actual Oxygen Transfer Rate, AOTR) e a ROTR são iguais. Se uma mudança na carga ou no fluxo de ar perturbar o equilíbrio estável, a concentração de OD no tanque de aeração mudará até que o equilíbrio seja restaurado. Compreender a mudança de OD requer uma compreensão dos princípios básicos de transferência de oxigênio.
AOTR é uma função da taxa de fluxo de ar e da eficiência real de transferência de oxigênio em campo (Field Oxygen Transfer Efficiency, OTEf):
AOTR≈(q_s∙OTE_f)/0.9662
AOTR = actual oxygen transfer rate, lbm/hour
qs = airflow rate, scfm (68 °F, 14.7 psia, 36% RH)
OTEf = actual field oxygen transfer efficiency, decimal
O OTEf é uma função complexa e muda continuamente. Muitos dos fatores que induzem alterações no OTEf estão além do controle do operador.
A determinação do OTEf começa com a eficiência padrão de transferência de oxigênio (Standard Oxygen Transfer Efficiency, SOTE) medida pelo fabricante em água limpa e corrigida para 20 °C e OD= 0,0 mg/L . Os fatores que afetam o desvio entre OTEf e SOTE incluem:
α, uma função dos componentes nas águas residuais, como óleos e sólidos suspensos em licor misto
F, que mede o efeito da incrustação do difusor ao longo do tempo
T, a temperatura das águas residuais
D, a profundidade de submersão do difusor; mais submersão significa maior SOTE
β, uma função do total de sólidos dissolvidos
Fluxo de ar por difusor, geralmente expresso como scfm por difusor; OTE diminui com maior fluxo de ar
Ca, a concentração real de oxigênio dissolvido; OTE diminui com maior DO
Destes, os dois últimos são de interesse ao controlar sopradores para corresponder ao fluxo de ar fornecido à demanda do processo.
À medida que a taxa de fluxo de ar por difusor aumenta, também aumenta o tamanho da bolha gerada. Isto diminui a relação volume/área superficial e, por sua vez, reduz a eficiência da dissolução do oxigênio nas águas residuais. [Ver Figura 2.] Se a taxa de ar for aumentada por um sistema de controle, a taxa de oxigênio dissolvido, AOTR, aumenta. No entanto, o aumento não é diretamente proporcional ao aumento do fluxo de ar porque o OTEf cai. Esta relação deve ser obtida junto ao fornecedor do difusor.

Os princípios da transferência de massa determinam que o material se mova de um local de alta concentração para um local de baixa concentração. Quanto maior a diferença, maior será a força motriz para a transferência e mais rápida ela ocorrerá. O resultado é que o OTEf cairá à medida que a concentração real de OD aumenta. [Ver Figura 1.]
![]()
OTE1,2 = oxygen transfer efficiency at time 1 and 2, decimal
C*∞f = steady state DO saturation concentration at infinite time in process water, mg/L
C1,2 = actual DO concentration at time 1 and 2, mg/L
A combinação das relações e dos dados com o OTR em um único gráfico demonstra as relações das alterações na carga do processo, alterações na taxa de fluxo de ar e alterações reais na concentração de OD. [Ver Figura 3.] O gráfico assume equilíbrio em estado estacionário, com AOTR = ROTR. O desempenho é baseado no SOTE típico de difusor, vazão de 2 mgd e carga comum de DBO e NH3 para águas residuais municipais.

Neste exemplo, o ROTR pode variar de 175 lbm/hora a 375 lbm/hora com constante 2,0 mg/L de OD, aumentando o fluxo de ar para a bacia. Isto ilustra a não-linearidade do controle de aeração, uma vez que aproximadamente duplicar a demanda do processo requer triplicar a taxa de fluxo de ar.
Por outro lado, se a demanda do processo (ROTR) permanecer constante em 200 lbm/hora, o AOTR pode estar em equilíbrio com o ROTR enquanto as taxas de fluxo de ar variam de 1.000 SCFM a 3.000 SCFM. O aumento do fluxo de ar faz com que a concentração de OD nas águas residuais aumente de 0,5 mg/L para 6,0 mg/L. Isto mostra claramente que concentrações elevadas de OD são uma indicação de que a taxa de fluxo de ar excede a demanda do processo.
Desempenho tendencioso ou inadequado
O controle dos sopradores como parte do controle de um processo secundário de aeração parece simples. Se o OD estiver baixo, você precisará fornecer mais ar. Se o OD for alto, reduza a capacidade do soprador. A biologia nas bacias é bastante indulgente e pode acomodar algumas flutuações no OD sem criar problemas de processo ou desenvolver organismos indesejáveis.
Parece também que se a concentração de OD atingir a média ao longo do tempo, o sistema será um sucesso. Muitos operadores acham que seu controle de aeração e soprador é satisfatório porque, em média, eles atingem o OD alvo apesar da caça. Eles também assumem que isso significa que estão, em média, otimizando as necessidades de energia de aeração. No entanto, essa suposição não está correta.
A não linearidade de manter o OD e o ROTR necessários significa que a aeração excessiva “dói” mais do que a aeração insuficiente “ajuda”.
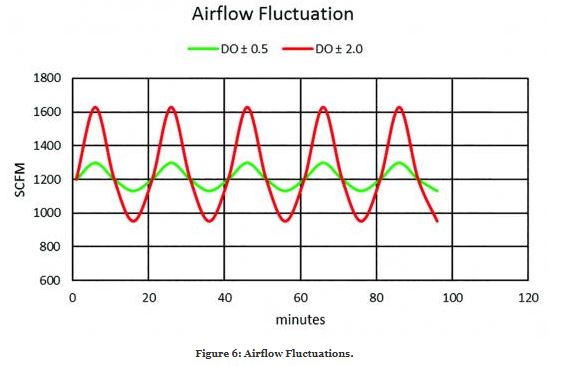
Este viés na demanda do fluxo de ar do processo pode ser visto comparando diferentes flutuações de OD em ROTR constante. Por exemplo, compare o desempenho com flutuações no OD de ±0,5 mg/L e 2,0 mg/L, mantendo uma concentração média de OD de 2,0 mg/L. [Veja a Figura 4.] Usando as relações acima, as flutuações no fluxo de ar que resultam nessas flutuações de OD podem ser determinadas. [Ver Figura 5.] A representação gráfica das flutuações da taxa de fluxo de ar mostra que o fluxo de ar com DO ±2,0 mg/L é mais inclinado do que com DO ±0,5 mg/L. [Ver Figura 6.]


![]()
Implicações práticas
A primeira, e talvez a mais óbvia, implicação do mau controle que cria concentrações flutuantes de OD é que o custo da energia aumenta com flutuações maiores. O impacto no sistema de exemplo seria superior a US$ 1.000 por ano. Isso se baseia na eficiência típica de soprador e em um custo médio de energia de US$ 0,10/kWh.
A diferença no consumo de eletricidade não é a implicação mais significativa no custo de energia. A maioria dos sistemas de tratamento paga uma taxa de demanda – uma taxa baseada no pico de kW utilizado durante um mês ou ano. Para a maioria das estações de tratamento, um terço do seu custo de eletricidade deve-se a encargos de consumo. A maior flutuação no OD resulta num aumento da demanda de 11 kW. Se a cobrança de demanda for de US$ 15,00/kW, o aumento anual do custo seria de aproximadamente US$ 2.000 por ano.
A ciclagem excessiva do fluxo de ar obviamente acelerará o desgaste dos atuadores da válvula de controle de fluxo. Mais preocupante é a possibilidade de que grandes flutuações no fluxo aumentem os ciclos de partida/parada dos sopradores. Tenho observado sistemas onde a oscilação induzida pela instabilidade do controle de OD resultou em partidas e paradas muito frequentes dos sopradores – muitas vezes várias vezes por hora. Isto causa mais perturbações no processo e reduz a vida útil do soprador.
É possível e benéfico reduzir ou eliminar a oscilação dos controles de OD e as flutuações correspondentes no fluxo de ar. Válvulas de controle de fluxo mais precisas aumentarão a estabilidade. Sopradores do tamanho certo com boa abertura minimizam os ciclos de partida/parada. Existem algoritmos mais eficazes e estáveis que o PID. Essas estratégias avançadas incluem longos atrasos de resposta, controle tendencioso e tolerância ao erro para acomodar a não linearidade nos sistemas de aeração. O controle resultante fornece estabilidade ao processo, garante fornecimento adequado de oxigênio e demanda otimizada de energia e reduz os ciclos de partida/parada do soprador.
Sobre o autor
Tom Jenkins tem mais de quarenta anos de experiência em sopradores e aplicações de sopradores. Como inventor e empresário, ele foi pioneiro em muitas inovações em aeração e controle de sopradores. Ele é professor adjunto da Universidade de Wisconsin, Madison. Para mais informações, visitewww.jentechinc.com.